1. 프로젝트 배경
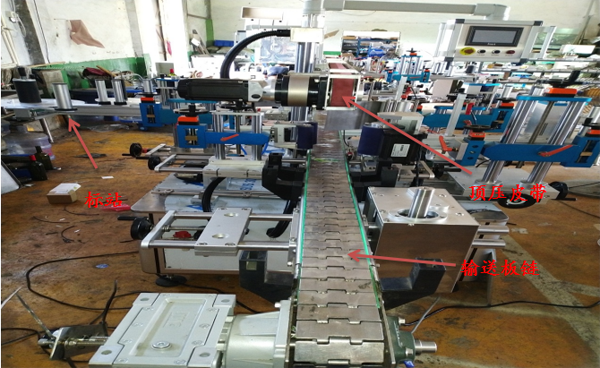
라벨링 기계는 자동 병입 생산 라인의 주요 장비 중 하나로 제약, 식품, 화학 및 기타 산업의 유리병, 플라스틱 병 또는 이와 유사한 물체의 라벨링에 적합하며 자동 병 분류, 표시 테이프 전송, 라벨 분리, 라벨 부착 및 기타 기능을 완료할 수 있습니다.생산 효율성과 라벨링 품질은 회사의 생산 효율성과 직접적인 관련이 있습니다.
라벨링 산업의 직선 라벨링 기계에서 라벨링 시 병을 안정적으로 유지하기 위해서는 장비 작동 중 상부 상압 벨트와 이송 플레이트 체인이 실시간으로 동시에 작동해야 합니다.상단 압력 벨트와 이송 플레이트 체인의 동기화 상태가 좋지 않으면 장비 작동 중 병 쓰러짐, 압착 및 깨짐과 같은 문제가 발생하기 쉽고 제조업체에 손실을 초래하고 제품 생산 효율에 영향을 미칩니다.
동기화를 유지하는 전통적인 방법은 상단과 하단의 동기화를 달성하기 위해 상단과 하단의 두 개의 주파수 변환기의 매개변수를 반복적으로 조정하는 것이며, 생산 제품을 변경할 때마다 매개변수를 다시 조정해야 하므로 시간과 노력이 많이 소요되어 사용자에게 큰 불편을 초래합니다.일부 제조업체는 동기화를 달성하기 위해 기계적 구조를 사용하며 기계적 손상이 쉽고 수명이 제한적이며 유지 보수 및 교체가 매우 불편합니다.
2. 고객수요
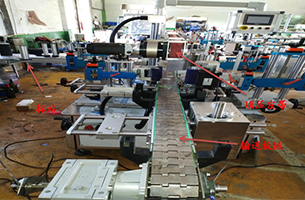
라벨링 산업의 선형 라벨링 기계 장비는 이송 플레이트 체인, 헤드레스트 벨트, 병 분리기, 병 정리기 및 3개의 표준 스테이션으로 구성되며 3개의 표준 스테이션은 각각 정표, 등표 및 목표를 부착하여 전체 병의 라벨링에 대한 높은 라벨링 정확도와 높은 라벨링 속도 요구를 실현합니다.
라벨 부착 시 평탄도를 보장하고 주름을 방지하기 위해 라벨 부착 과정에서 라벨의 장력이 안정적으로 유지되어야 하며, 라벨 스테이션은 텐션 바를 사용하여 라벨의 힘을 보장합니다.
목마크를 부착하는 스테이션은 기능을 전환할 수 있으며, 직선 라벨을 부착할 때 목마크를 다른 2개의 표준 스테이션과 협력하여 목마크를 부착하는 역할을 합니다.장비가 둥근 병 위치 지정 또는 위치 지정되지 않은 라벨링 모드로 전환되면 목 라벨링 스테이션과 고무 롤러가 함께 등쪽 라벨을 부착하고(표지에 등쪽 라벨링 및 등쪽 라벨링) 정 라벨링 스테이션은 작동하지 않습니다.
따라서 라벨링 기계는 높은 정확도에 대한 요구 사항이 있으며 유리 LOGO가 있는 병의 경우 라벨링 변동 범위가 1MM 미만이어야 합니다.XO의 납작하고 둥근 병의 경우 라벨의 변동 범위가 더 작아야 합니다.
이것은 장비의 기계적 부분과 전기적 제어 부분의 작동 안정성과 논리 컨트롤러의 성능에 대한 더 높은 요구 사항을 제시합니다.논리적 판단을 할 때 스캔 주기가 너무 길면 필연적으로 더 큰 라벨링 오류(같은 병에 두 번 라벨링을 반복하고 두 라벨의 일치도의 차이)가 발생합니다.라벨의 안정성을 보장하기 위해 스캔 주기가 논리 프로그램에 미치는 영향을 최대한 줄여 각 트리거의 타이밍이 거의 동일하도록 해야 라벨의 정확도를 보장하고 라벨 오차를 줄일 수 있습니다.
또한 라벨을 부착할 때 라벨을 부착한 후 후자의 라벨은 사전에 스칼라 양을 표시해야 하므로 PLC가 작동할 때 안정적이고 신뢰할 수 있어야 할 뿐만 아니라 서보 응답 속도가 빨라야 합니다.입찰이 안정적이고 매번 설정된 펄스 양에 따라 정확하게 멈출 수 있으며 라벨이 트리거될 때마다 타이밍이 정확해야 라벨의 정확도가 고객이 요구하는 오차 범위를 충족할 수 있습니다.
3. 시스템 설계 원리 및 특징
이를 기반으로 INVT는 Goodrive20 시리즈의 경제적인 오픈 루프 벡터 변환기와 DA180 시리즈의 기본 AC 서보 드라이브를 결합한 IVC3 프로그래머블 컨트롤러를 출시했습니다.
3.1 시스템 방안 소개
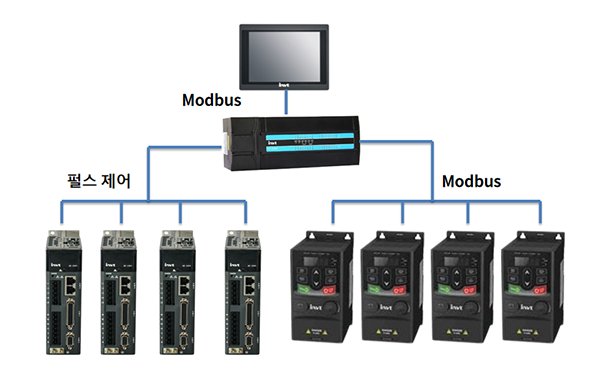
IVC3를 기반으로 한 전기 제어 계획에는 4개의 서보가 사용되었으며, 이는 각각 헤드레스트 벨트, #1 표준 스테이션(정표 스테이션), #2 표준 스테이션(배표 스테이션), #3 표준 스테이션(넥 스테이션)에 사용됩니다.라벨링 공정의 요구 사항에 따라 직선 라벨링 시 이송병의 안정성을 보장하기 위해 가압 벨트가 작동할 때 이송 플레이트 체인과 동기화되어야 합니다.라벨의 평탄성을 보장하기 위해 라벨의 출력 속도는 슬래브 체인의 실행 속도와 동기화되어야 합니다.
둥근 병 모드에서 라벨을 부착할 때 라벨의 평평함을 보장하기 위해 라벨의 출력 속도는 고무 롤러(스텝 구동)의 작동 속도와 동기화됩니다.벤치마크 스테이션과 플레이트 체인, 벤치마크 스테이션과 고무 롤러, 가압 벨트 및 플레이트 체인의 동기화 요구 사항을 실현하기 위해 계획에서 IVC3의 전자 기어/캠을 사용하여 동기화 기능을 실현합니다.
4개의 주파수 변환기는 플레이트 체인, 바이알 분배기, 바이알 정리기 및 롤링 라벨의 4개 부분을 구동하는 데 사용됩니다.병이 상압에 들어가기 전에 확실히 해야 합니다.병 본체가 기울어지지 않고 병 처리기의 작동 속도도 플레이트 체인의 작동 속도와 동기화되어야 합니다.플라스크 리무버 컨버터의 작동 주파수는 플레이트 체인 컨버터의 작동 출력 주파수에 의해 주어지며 플레이트 체인과의 동기화는 병 리무버와 플레이트 체인의 작동 속도 비율에 따라 병 리무버 컨버터의 아날로그 입력 기울기를 조정하여 달성됩니다.병따개 및 롤러 라벨의 작동 속도는 병의 거리에 따라 자체적으로 조정되어야 하며, 전위차계를 사용하여 주파수 제어를 수행하여 고객이 쉽게 조작할 수 있도록 해야 합니다.
시스템 로직에는 직선 라벨의 논리 제어와 둥근 병 모드의 논리 제어가 포함되어 있으며, HMI 화면의 기능 버튼을 통해 직선 라벨 모드와 둥근 병 라벨 모드를 전환할 수 있습니다.
전자 기어/캠 제어 방식을 채택하여 표준 스테이션과 플레이트 체인의 전자 기어/캠 기능이 트리거된 후 플레이트 체인의 점동 작동을 통해 표준 스테이션의 점동을 실현할 수 있습니다.관찰 라벨과 병이 처음 부착되었을 때의 상황에 따라 표준 스테이션을 조정하여 표준 스테이션의 디버깅 시간을 크게 단축할 수 있습니다.
3.2 방안우위
1. 전체 장비 생산 효율성 향상: IVC3 모션 제어 시스템 프로그래밍 처리를 채택하고 직선 모드에서 라벨링 시 최대 라벨링 속도는 5000-5300병/시간, 둥근 병 위치 지정/비위치 지정 라벨링 시 최대 라벨링 속도는 3000-4000병/시간으로 생산 효율성을 크게 향상시킵니다. >
2. 프로그램 및 제어 방법을 최적화하고 라벨링 정확도를 크게 향상시키며 최대 오차는 0.05mm 이내로 제어할 수 있습니다.
3. A/S 유지 관리가 더 간단하고 배선이 적으며 고장을 쉽게 확인할 수 있습니다.프로그램 구조가 간단하고 모션 제어 기능 블록은 고객의 변경 및 유지 보수를 용이하게 하기 위해 소형 프로그래밍 PLC의 많은 계산 작업을 생략합니다.
4. 끝말
전자 기어/캠 제어 계획을 기반으로 고객이 벨트를 누르는 것과 슬래브를 동시에 조정하기 어려운 문제를 해결했습니다.가압 벨트와 슬래브 체인 작동의 동기화를 보장합니다.전자 기어/캠을 사용하여 스테이션이 슬래브 체인과 동기화되도록 하여 라벨의 평탄성을 향상시키고 라벨 부착의 정확도를 향상시킵니다.



저희 사이트는 cookies를 사용하여 더 나은 현장 경험을 제공합니다. 웹사이트를 계속 둘러보면서, 당신은 우리의 cookies 정책에 따라 쿠키를 사용하는 것에 동의합니다.cookie 정책
















 Share
Share
 Facebook
Facebook
 Twitter
Twitter
 Google+
Google+
 LinkedIn
LinkedIn
 Return list
Return list



