Abstract: This paper mainly presents INVT AX series PLC and DA200 servo used to complete flatbed screen printing machine task. In this project all data feeding through TCP/IP Modbus based HMI and in some cases computer software, complete absolute system, online synchronization as well as load sharing concept used for smooth operations, etherCAT servo and AC drives used to achieve final printing job.
Keywords: AX PLC, DA200 servo, HMI, AC drives, Flatbed, screen printing etc.
1. Introduction
The major section of this machine is unwinder, conveyor with blanket, printing head, lifting, dryer, platter etc.
* Unwinder: This section starting point of flatbed printing machine, unwinder rotate through mechanism of dancer and motor. Here raw material like white fabric roller unwind and move to conveyor side.
* Conveyor with blanket: In this section servo motor use to rotate the conveyor, total 2 servo installed, first at entry point and second one at exit point. Here both servo first synchronization completed with load ratio after that run as per the length setting. So, blanket move with movement of the servo motors.
* Printing head: In this machine total 12 head installed, these head working as per the preprogram in recipe data setting. When head move forward- reverse then design print on fabric as per the color combination of the design.
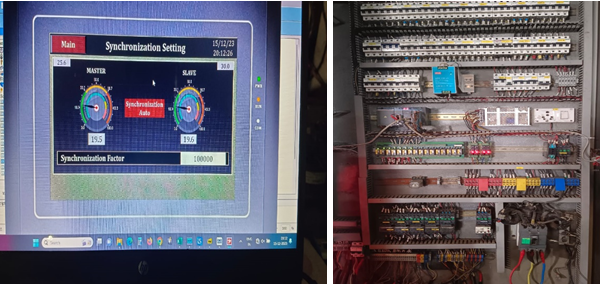
Figure – Flatbed 2 axis machine with INVT AX72 PLC and DA200 servo
* Lifting: In lifting section left-side and right-side lift individuals operated as per the interval timer setting. In this machine hydraulic mechanism used for up and down movement, in some another machines servo also suggest for smooth and fast operations.
* Dryer: As per the dryer working principle, it is used for drying process of the printing product. In this section printed design dry through air/heating mechanism.
* Platter: This is the last section of flatbed machine, platter operated through GD200A VFD and speed command also synchronize with the machine speed.
* Process: The major objective of this machine is design printing on plane fabric as per the screens and color combinations. As per the process first step is material feed from the unwinder to conveyor with the help of motor and dancer mechanism. In second step conveyor move with the help of blanket mechanism as per the length setting of printing repeat length in HMI, this length move with entry and exit servo combine movements. In third step when repeat length complete then lift and printing head heads movement working as per the design setting of the products. In forth step dryer process and platter mechanism work as finisher of the products. Here complete system control through AX motion controller with the help of other automation products installed in panels likes servo, VFDs, HMI etc.

Figure – Flatbed machine side view with different type of design head
2. Project information and Solution
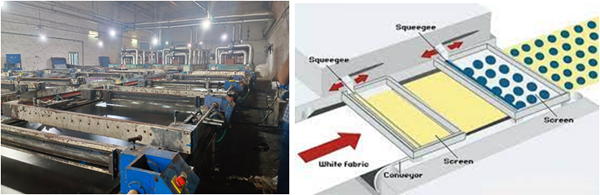
Figure – Flatbed top view and screen mechanism block diagram
2.1 Project information
* In this application different types of design made with complete setups
* AX 72C-1608 PLC and DA200 servo drives
* Total 2 axis installed and working with etherCAT communication mode
* Panel design according to application requirements
* HMI available for data feeding and products design selections
* In PLC different type of cycle selection and execution function provide
* Data feeding through SCADA also provision provide
* All servo faults, head movements and other peripheral devices interlocked for safety purpose.
2.2 INVT solution
Product | Specification/Model | Quantity |
PLC | AX72C-1608N | 1 |
Power module | AX-EM-PWR | 1 |
AC Drive | GD200A-2R2G-4 | 1 |
HMI | VS-070QS | 1 |
Servo drives | SV-DA200-5R5-4-NO | 2 |
Servo motors | SV-MM18-5R5B-4-9A0-1000 | 2 |
AC Drives | Head and screens | 12 |
3. System commissioning

Figure – Unwinding, exit servo and dryer sections
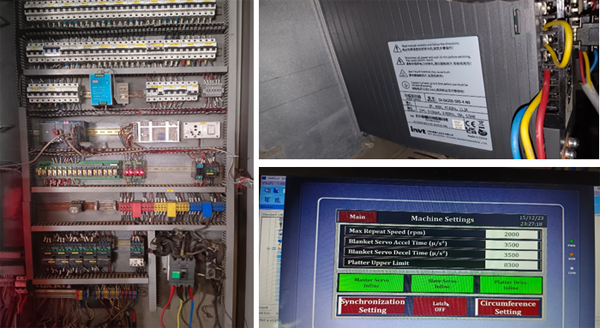
Figure – Machine front view
4. Advantages and benefits
* Old system is pulse type driver and system need extra wirings, In new system etherCAT system wiring decrease and accuracy increase.
* This solution is cost effective and easily we can implement where cost issue compares to other make automation system.
* Accuracy too much high and speed also maintain as standard
* Complete system working smooth and auto synchronization system more beneficial because in run working and increase accuracy of the system as well as increase production with quality.
5. Conclusion
As per study and application execution, these industries multiple axis type of machines for printing different job. We achieved result through implementation of simple cost-effective model of motion controller AX72 series PLC. This application very useful in many industrial products manufacturing and designing of textile products.
In this application we execute our system with 2 axis system. These types of application are popular and we provide best solution with minimum price. This type of system we can implement in many industries.

Our site uses cookies to provide you with a better onsite experience. By continuing to browse the site you are agreeing to our use of cookies in accordance with our Cookie Policy.


















 Share
Share
 Facebook
Facebook
 Twitter
Twitter
 Google+
Google+
 LinkedIn
LinkedIn
 Return list
Return list