Facebook
Facebook
 Twitter
Twitter
 Google+
Google+
 LinkedIn
LinkedIn
Generally, the dust test is conducted to verify the dust tightness of the product and protection against solid foreign objects to penetrate the equipment inside the enclosure.
The dust test is carried out by using a dust test chamber, which simulates the destruction of the natural wind and sand climate to the product, and is suitable for testing the sealing performance of the product enclosure. It is mainly used for IP5X and IP6X tests specified in Degrees of protection provide by enclosure. The working principle of the dust test chamber is that the fan drives a certain concentration of dust to blow across the surface of the specimen at a certain flow rate so as to test the ability of the specimen to defend against the penetrating effect of dust particles, the ability of blocking effect and the ability of storage and operation under the action of the dust-filled atmosphere. The equipment has an airflow carrying vertical circulation of dust, the bottom of the air duct is connected with the interface of the taper hopper, and the air inlet and outlet of the fan are directly connected with the air duct. Connect the diffuser to the duct in an appropriate position to form a closed vertical dust blowing circulation system which makes the air flow flows smoothly and disperses the dust. In addition, a VFD can be used to adjust the wind speed according to the needs of the test.
Test standard: GB/T 2423.37, GB/T 4208, IEC 60068-2-68, and IEC 60529 are commonly used.
Test conditions:
IP5X or IP6X of GB/T 4208 involves in dust:
1)Conditions:
Generally, the test dust is talcum powder whose diameter is less than 75 μm. The amount of talcum powder to be used in the test chamber shall be 2kg/m3, and it shall not be used for more than 20 tests.
Category 1 enclosures: It shall be connected to a vacuum pump which maintains -2kPa pressure difference inside the specimen, the pumping speed of the vacuum pump shall be equal to or less than 60*V specimen/h, and the testing time shall be 2 h or 8 h.
Category 2 enclosures: It is not necessary to extract negative pressure, and the testing time shall be 8 h.
2)Determination:
IP5X: The protection is satisfactory if, on inspection, talcum power has not accumulated in a quality or location such that, as with any other kind of dust, it could interfere with the normal operation of the equipment or impair safety. Except for special cases to be clearly specified in the relevant product standard, not dust shall deposit where it could lead to tracking along the creepage distances.
IP6X: The protection is satisfactory if no dust deposition is observable inside the enclosure at the end of the test.
GB/T 2423.37 involves in free settling dust:
1) Conditions: Relative humidity ≤ 25%, airflow velocity ≤ 0.2 m/s, dust-fall amount (6±1) g/m2, dust blowing for 1 minute, and dust settling for 59 minutes. The testing time is generally 1d and 3d. Dust shall not be recycled. You can use fine dust or cotton fiber, soil or cement as dust.
2) Influence: The object of this test is to determine the effect of free settling dust on products. The test is applicable for simulation of environments in sheltered and enclosed spaces without special dust emitting processes and with negligible air movements (such as laboratories, room for light industry, store rooms, etc.) where dust may accumulate over a long period.
Test category: IP5X, IP6X, and free settling dust are included.
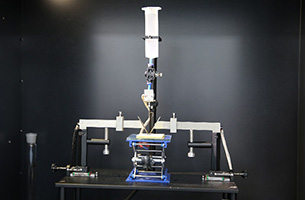
Test equipment:
Our company is equipped with dust test chambers special for IP5X and IP6X specified in GB/T 4208, and the test chambers can be heated up to 40 ℃ to reduce the relative humidity in the chambers. The HMIs, PLCs and VFDs used by the test chambers are developed by our company, and the operation interfaces and programs are developed and completed by our R & D personnel. Different from the distributed mechanical operation buttons of common dust test chambers, all interface displays and operations of our dust test chambers are integrated on HMIs to make the operation and monitoring more intelligent and convenient.
This test chamber can be used to verify VFDs, automotive electronic products, or PV-related outdoor products or indoor installation products suffering from dust seriously. Air duct verification can also be conducted for some products of low protection degrees.

Product improvement:
1. Air duct independence: Some specimens with protection degrees of IP20 cannot block dust from entering the machine interior, but they can reduce the amount of dust injected into the machine from the air duct through early-stage design and later-stage verification.
Through the dust test, we can clearly observe in which channel and what way dust accumulates, what parts or devices dust accumulates on, and the degree of dust accumulation. Through mastering this information, we can continuously optimize our products so as to enhance product competitiveness.

Gap between the radiator and air duct Dust gathered on the device through the gap
2. Verification of protection degree: For specimens with protection degrees of IP5X or IP6X, we usually observe the protection conditions of sealing strips, cable interfaces and radiator gaps to judge whether the products meet the design index.

Verify whether dust enters into product interface gaps
Corrosion research
Sand and dust may act as physical agents, chemical components, or both, in promoting the deterioration of materials or equipment components. Sand and dust, in conjunction with other environmental factors such as moisture, can be responsible for the commencement and acceleration of the corrosion on metals. Films of particulate matter deposited on metal surfaces may be a mixture of inert, chemically active, absorbent or non-absorbent particles and therefore the resulting corrosive processes are complex.
Chemically inert particles: Inert particles that are hygroscopic will commence to absorb moisture and any corrosive vapours present in the atmosphere, at low relative humidities. The particles, in this instance, act as vehicles for the aqueous electrolyte by which the electrochemical reaction of atmospheric corrosion proceeds and enhance the corrosive effect. Inert non-absorbent particles have little effect on the corrosive process except by helping to retain the moisture and by screening the metal at the point of contact, causing differences in the concentration of oxygen over the surface. These differences may cause localized corrosion.
Chemically active particles: Particles originating from natural or industrial sources may be chemically active and provide corrosive electrolytes after dissolving. Main source of many clays and natural outdoor dusts are aluminosilicate giving alkaline reactions, while several of the soluble salts contained in soil particles are sulphates giving acid reactions. The rusting of iron can be accelerated by the presence of ammonium sulphate particles, and these particles occur as a dust in urban areas.
The contamination of the insulator surfaces: Sand and dust usually deposited on insulator surfaces are poor conductors in the absence of moisture. The presence of moisture, however, will result in the dissolving of the soluble particles and the formation of electrolytes. The insoluble particles tend to retain the electrolytes on the surface and increase the effective thickness of the moisture film. The formation of such films is promoted by an environment where dry, dusty periods and wet, humid periods alternate. As a result of the conductivity of such surface film, the leakage currents flowing over the surface of the contaminated insulators can be one million times greater than those which flow through clean, dry insulators.
Therefore, in the case of the combination of dust, temperature, humidity, and corrosion, dust’s destructive power will be sharply magnified, and this combination is an important carrier of dust, which brings severe challenges to PCBA process design. It is a key direction of current product quality improvement.
 Prev
Prev