Resumo: Este artigo apresenta principalmente a aplicação madura dos servoprodutos INVT DA180A em máquinas de enrolamento de capacitores. O foco principal é obter controle de tensão constante para desbobinamento e rebobinamento de materiais de filme de estanho-zinco por meio do controle de velocidade e torque, abordando alguns requisitos de personalização para controle de desbobinamento e rebobinamento em cenários de processo específicos.
Palavras-chave: DA180A, Máquina de enrolamento de capacitores, Desenrolamento e rebobinamento.
1. Introdução
Nossa solução, comparada a outras soluções de marca, elimina a necessidade de placa de controle externa, reduzindo significativamente os problemas de pós-venda. No controle de desenrolamento, o principal método é o controle de tensão constante. O valor da entrada analógica AI1 e o terminal DI externo controlam o sinal de habilitação do servo. A entrada analógica AI1 é usada para definir o torque do servo, e a tensão pode ser ajustada alternando o ganho AI1. A saída DO envia um sinal de quebra de tensão, e o parâmetro de velocidade reversa é usado para se recuperar de uma quebra de material e desabilitar o sinal de habilitação. No controle de rebobinamento, a função principal é o recurso "quase parada" no modo de velocidade. O CLP controla a velocidade de rebobinamento via AI2, e a função de posição de fixação em velocidade zero evita qualquer oscilação causada por flutuações analógicas durante a operação de quase parada.
2. Processo de controle do sistema
O controle da máquina de enrolamento de capacitores é dividido em duas partes: desenrolamento e rebobinamento. A parte de desenrolamento opera em modo torque, onde o CLP controla o torque do servo por meio de uma saída analógica para obter tensão constante. A parte de rebobinamento opera em modo velocidade, onde o CLP controla a velocidade do servo de rebobinamento em tempo real por meio de uma saída analógica. Além disso, a função de fixação de velocidade zero do servo é usada para implementar enrolamentos de comprimento fixo e recursos de corte quase parados.
3. Princípio do sistema e implementação de controle
Rebobinamento: Para enrolamento de comprimento fixo, o CLP planeja internamente a curva de posição e o sinal de velocidade é enviado ao servo através da AI2 na forma de um sinal analógico. A E/S externa controla as funções de habilitação do servo e de fixação de velocidade zero. O sinal analógico real no local de -5 V a +5 V corresponde à velocidade do motor, com o ganho AI2 correspondente definido em 333%.
Desenrolamento: A velocidade de desenrolamento é definida para a velocidade máxima do motor de 3500 rpm. No modo torque, o ajuste de torque é controlado pela entrada analógica AI1 e pela seleção de ganho do terminal. AI1 possui quatro ajustes de ganho analógico, selecionados por meio de duas entradas digitais. O CLP utiliza AI1 para controlar a tensão constante.
Lista de configuração de material:
| Não. | Nome | Modelo | Pcs |
|---|---|---|---|
| 1 | Servodrives de 400 W | DA180A-E-2R8-S-2 | 6 |
| 2 | Servomotores de 400W | IMS20B-06M40B30C-2-M4-J | 2 |
| 3 | Servomotores de 200W | IMS20B-06M20B30C-2-M4-J | 4 |
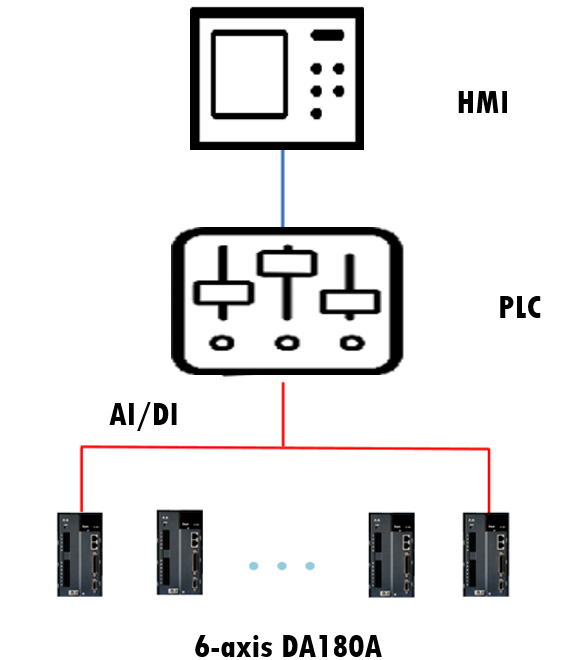
O diagrama de topologia do sistema para o aplicativo no local é o seguinte:
4. Configuração de parâmetros de enrolamento e desenrolamento
Enrolamento:
| Código da função | Nome | Valor | Descrição |
|---|---|---|---|
| Pág. 0,03 | Seleção do modo de controle | 1 | Modo de velocidade |
| Pág. 0,40 | Seleção de comando de velocidade | 1 | Entrada analógica |
| Pág. 0,62 | Ganho de entrada analógica 2 | 333 | 333% |
| Pág. 0,67 | Modo de limite de velocidade | 0 | Doação interna |
| Pág. 3.00 | Configuração de DI1 | 0x003 | Servo habilitação |
| Pág. 3.01 | Configuração de DI2 | 0x10D | Grampo de velocidade zero |
| Pág. 3.26 | Função do AI1 | 0 | Inválido |
| Pág. 3.27 | Função do AI2 | 3 | Comando de velocidade |
| Pág. 3.43 | Filtro de entrada digital | 4 | 4 × 125us |
| Pág. 4.31 | Limite de velocidade | 6000 | rpm |
| Pág. 4.96 | Teste de ângulo inicial do encoder | 1 | Apenas teste |
| Pág. 9.53 | Frequência de comutação PWM | 2 | 16KHZ |
Desenrolar:
| Código da função | Nome | Valor | Descrição |
|---|---|---|---|
| Pág. 0,02 | Rotação dianteira do motor | 1 | Horário |
| Pág. 0,03 | Modo de controle | 2 | Torque |
| Pág. 0,60 | Comando de torque | 4 | AI + Terminal |
| Pág. 0,46 | Limite de velocidade 1 | 3500 | rpm |
| Pág. 0,95–0,98 | Ganho terminal 1–4 | 100–400 | Baixa a ultra-alta |
| Pág. 3.00 | DI1 | 0x003 | Servo habilitação |
| Pág. 3.02–3.05 | DI3–5 | 0x039–0x038 | Comando reverso / ganho |
| Pág. 3.26 | AI1 função | 4 | Comando de torque |
| Pág. 3.27 | AI2 função | 0 | Inválido |
| Pág. 4.96 | Teste do encoder | 1 | Sem zerar |
| Pág. 9.53 | PWM | 2 | 16KHZ |
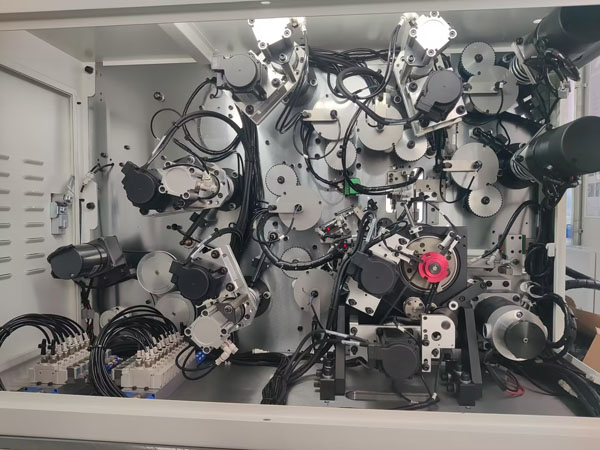
5. Imagens no local

Valor global ·
Vista traseira ·
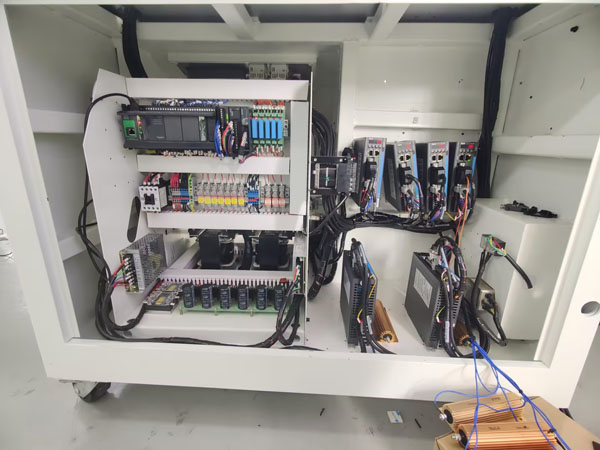
Diagrama elétrico
6. Conclusão
Nossa solução para a máquina de enrolamento de capacitores possui baixos requisitos para componentes externos, com alto grau de integração de personalização. A resposta de velocidade e o desempenho de ruído são excelentes, facilitando a replicação da solução na indústria. Esta solução tem grande potencial de replicação e promoção neste setor.

Nosso site utiliza cookies para oferecer a você uma melhor experiência de navegação. Ao continuar a navegar no site, você concorda com o uso de cookies de acordo com nossa Política de Cookies.















 Compartilhar
Compartilhar
 Facebook
Facebook
 Twitter
Twitter
 Google+
Google+
 LinkedIn
LinkedIn
 Voltar à lista
Voltar à lista