1. Chase saw profile
As for the electronic cam, we have talked about the flying shear, Chase saw is also a reflection of the electronic cam, the biggest difference between them is that flying shear is always in one direction, while chase saw is a roundtrip movement. In the present industrial production, the fixed-length cutting of various materials is an important step in the whole process, and with the improvement of automatic technology and the maturity of movement control system, the fixed-length cutting device has developed from the traditional stop draw to chase saw, which has greatly improved the working efficiency, meanwhile, the synchronous cutting performance can also reduce the motor power and better control the cost.
Chase saw characteristics: feeding shaft maintainsuniform one-way feed, "turret" servo motor does reciprocating motionin the cutting table, which reaches synchronization to the feed shaft speed in the synchronization area, and completes the cutting action, then back to the original point, Tracking synchronous cutting again, cutting method can bepneumatic control or the chainsaw control, which is called chase saw.
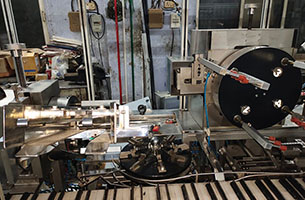
2. Examples

3. Operating picture of chase saw


Process details
A. Standby state: at the beginning of a cycle, if the feed length has not yet reached the specified cutting length, that is, standby mode. Servo adopts pre-set amount detection method to detect the length and real-time speed of the input material, if the length reaches the pre-set amount, the servo motor running enters into the ramp up to tracking state.
B. Ramp up to tracking state: feeding continued, at the same time of detecting input material length and speed, the servo commands the servo motor to accelerate to the synchronized speed to feed speed in accordance with the S curve. At the moment of entering the synchronization speed, the dynamic relative position of the saw and material has been set to complete, and then enter into the synchronization area.
C. Synchronization state: Once enter into the synchronized state, the driver immediately sends out synchronization signal to the institution outside responsible for cutting or sawing, requiring the implementation of cut action. At the same time the servo continues to detect the length and speed of feed, to keep the same relative position between the saw and material at any time, so as to ensure the smoothness of the cutting section, when the cut is completed, the cutting device exits and issues cut complete signal, the servo is no longer continue to maintain synchronization after receiving the signal and immediately enters into deceleration state.
D. Deceleration state: The drive commands servo motor to immediately enter the deceleration zone from the sync zone and decelerate to 0 according to the S curve, meanwhile keep detecting and accumulating the feed length and immediately entering the return state.
E. Return Status: During the return process, the drive continuously monitors the feed length feedbacked by the second encoder. The system automatically enters the standby state after the return process is completed and waits for the start of next cycle.
4. Application program introduction
A. The material is transported by the inverter and the peripheral encoder is counted.
B. After reaching the pre-set amount, follow the servo start to drive the slider to run along the direction of guide rail and material, reaching the setting length, the saw blade servo starts when the slider and the material is relatively static, through the timing belt drags the cutter, and conducts the cut action, when it cuts the far end, the cut servo stops.
C. Follow the servo to reduce the speed to zero after cutting.
D. Follow the reverse direction of the servo to return to the starting position and wait for the next cycle.
E. The traditional way is to follow the process and is only completed in the PLC, with particularly large program, complex procedures, and PLC scanning speed is slower than the servo; PLC control servo also uses the form of pulse, welding wire is difficult, the pulse is easy to lose. If all the chase saw is completed by the servo, the failure rate will drop to very low, and the control accuracy will be improved.
Hardware Configuration
Follow servo: INVT DA200 series 5.5kW
Cut saw servo: INVT DA200 series 11kW
PLC:INVT PLC
External Encoder: Germany SICK Sik 4096 Line Encoder
Touch screen: INVT 7-inch screen
Electric cylinder: a 10mm screw pitch Shanghai brand
5. Servo commissioning and parameter setting
485 communication wiring


Hardware second encoder wiring:


Hardware second encoderwiring
CN1 control line
A. DI1 (servo enable)
B. DI3 (alarm clear)
C. DI7 (mode switching)
D. DI8 (origin)
E. DO1 (sync signal)
F. DO2 (fault alarm)
G. COM+ COM-



Servo parameters:
| P0.20=chase saw mode | P7.00= fixed chase saw | P7.20=40 |
| P0.34=150 | P7.01=second encoder | P7.21=40 |
| P1.01=90 | P7.02=10 | P7.23=80 |
| P3.07=17 | P7.06=10 | P7.27=parameter accounting |
| P3.10=20 | P7.07=1000 | P7.29= Synchronous speed compensation |
| P5.10=3 | P7.08=16384 | P7.30= Number of cutting |
| P5.11=1 | P7.09=1200(cutting length) | |
| P5.16= Return to the specified target location after returning to the origin | P7.10=340 | |
| P5.17=100 | P7.17=270 | |
| P5.18=30 | P7.18=100 | |
| P5.19=0 | P7.19=1800 | It needs calculation to takes effect When it’s involved with the cam curve. |
Synchronized output signal increases a delay and then trigger the cutting action, because it enters the sync zone only for a moment, the speed will fluctuate.
7. Summary of the program
A. The same application environment, respectively adopting PLC and the INVT servo DA200 for contrast, it’s obviously found that: PLC controls the chase saw, the cutting error within 10mm; adopt the INVT servo DA200, cutting accuracy can be controlled within 2mm.
Visible, the fast response characteristics of DA200 built-in high-speed computing performance and servo system can easily achieve the chase saw function, DA200 has obvious advantages in the movement accuracy, output flexibility, speed and acceleration control.
B. Chase saw suits for: the centrifugal knife fixed-length cutting machine in the back end of cosmetics or toothpaste hoses extrusion machine, the fixed length sawing machine on the back end of high-frequency welded pipe production line, the fixed length cutting machine on the back end of twill spiral tube production line, the fixed length sawing machine, steel plate fixed length crosscutting machine and filling and loading machine on the back end of PVC pipe or profiled extruder production line and the special processing equipment required to move with the workpiece.

Our site uses cookies to provide you with a better onsite experience. By continuing to browse the site you are agreeing to our use of cookies in accordance with our Cookie Policy.
















 Share
Share
 Facebook
Facebook
 Twitter
Twitter
 Google+
Google+
 LinkedIn
LinkedIn
 Return list
Return list