Abstract: This paper mainly presents INVT IVC3 series PLC and DA200 servo drive with standard functions used to cutting of the of cloth as per different sizes through heating filament. In this project HMI use for data feeding and monitoring of the process.
Keywords: IVC3 PLC, HMI, DA200 servo drive, slitter machine, pulse operation
1. Introduction
The major section of this Unwinder, feeder, slider, cutter, conveyor, control panel etc.
* Unwinder and feeder servo: In this application servo 2kw install for unwinder and feeder section, here both servos use to execute operation with pulse mode.
* Slider servo: Here slider is use to move the job from one point to another point with the distance position through the servo mechanism.
* Cutter and other mechanism: In cutter mechanism heater rod with knife use to cut the material like as a slitter machine. Other hydraulic mechanism uses for cylinder and basic movement.
* PLC and HMI: In this total 4 servo use and IVC series highest range model suggest to the customer and install successfully. All servo operated from PLC with pulse mode operation and AC drive also control from terminal with speed reference communication.
* Process: In this application major requirements of cloth cutting as per desire length and width setting. Here feeding servo use for length feeding and unwinder control for releasing of material. Two sliding servos use for slider movement as per setting. In this application heating filaments use to execute the cutting operation and proper fine cutting performed.

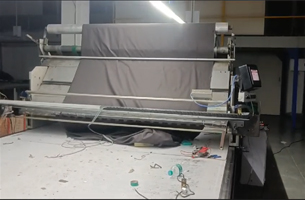
Textile Heat Slitter Machine Front View
2. Project information and Solution
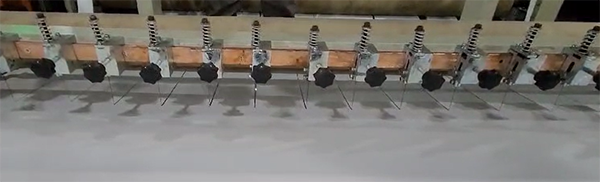
Heat cutting mechanism
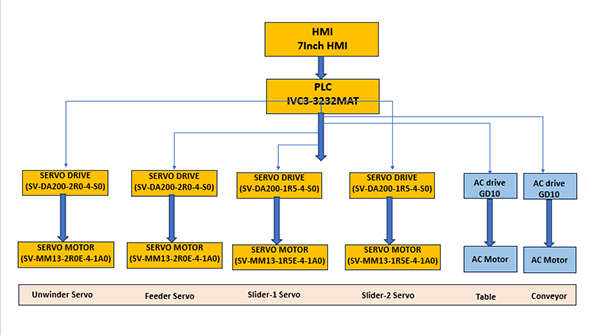
Machine flow chart with simple block diagram
* Project information
- In this application different types of job and sizes cutting as per settings
- PLC: IVC3-3232MAT, transistor outputs type PLC used for process execution
- Here 2kw and 1.5kw servo used for feeding, unwinding and slider as per feedback and cutting length
- Different speed and different types of sizes cutting
- Manual remote panels given for data feeding and access
- In PLC different type of cycle selection and execution function provide
- VS series HMI use for data setting, monitoring, and recipe function purpose.
2.2 INVT solution
Product | Specification/Model | Quantity |
PLC | IVC3-3232MAT | 1 |
HMI | VS-070QE | 1 |
Servo Drive | SV-DA200-2R0-4-S0 | 2 |
Servo Drive | SV-DA200-1R5-4-S0 | 2 |
Servo Motor | SV-MM13-2R0E-4-1A0 | 2 |
Servo Motor | SV-MM13-1R5E-4-1A0 | 2 |
Drive | GD10-1R5G-4 | 2 |
3. System commissioning
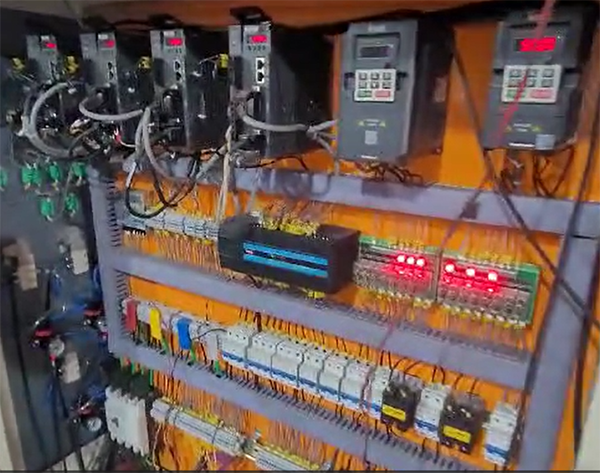
Control panel front view

Cloth slitting final job
4. Advantages and benefits
* In old system mechanic system use for job cutting of different sizes and manual power require more. In new system servo based standard function use to make system user friendly and smooth operation
* This solution is cost effective and easily we can implement where cost issue compares to Delta, Schneider, and other make automation system
* Accuracy too much high and speed also maintain as standard
* PLC and servo execution through pulse and communication mode as per requirements of operations.
5. Conclusion
As per study and application execution, these industries multiple type of machines for cutting jobs and many applications. We achieved result through implementation of simple cost-effective model of IVC series PLC and servo system. This application very useful for small and large industrial product manufacturing.
6. Future Scope
In this application we execute our system with 4 axis servo system with incremental mode. These types of application are popular and we provide best solution with minimum price. This type of system we can implement in many industries.

Our site uses cookies to provide you with a better onsite experience. By continuing to browse the site you are agreeing to our use of cookies in accordance with our Cookie Policy.
















 Share
Share
 Facebook
Facebook
 Twitter
Twitter
 Google+
Google+
 LinkedIn
LinkedIn
 Return list
Return list