1.Project background
Folding line equipment is the core equipment for paper extraction, which is used to process roll base paper into strip paper extractor, also known as paper extractor. It is applied in high-speed scenes to ensure the tidiness of folds and achieve high position accuracy and high speed accuracy. At the same time, the first half of the consumer demand for easy extraction requires intelligent and flexible process switching between each process action, and the operation process is closely linked.
In the past, in the folding line market, the solutions of overseas brands were mainly used. However, with the rapid development of the market and the improvement of consumer demand, more and more enterprises began to choose domestic brands, taking into account capacity upgrading, process improvement and cost control.
2.Folding line equipment principle
Paper feeding: the master roll is controlled by the VFD.
Paper cutting: The master roll is divided into the front paper feeding roll and the back paper feeding roll. Three knife edges are evenly distributed on each roll, that is, each roll rotates one circle to feed 3 sheets of paper, totaling 6 sheets.
Paper receiving: the synchronous proportion of the front lifting and the spindle is converted according to the thickness by the front paper separation and the front lifting paper receiving.
Tail folding: tail folding by rear paper separation and rear lifting. Since the rear lifting is below the front lifting, the rear lifting synchronizes the front lifting and lowering speed during the front lifting and paper receiving process to avoid collision.
Handover: after the set conditions are reached, the receiving table will take over the paper receiving, and the synchronous proportion of the receiving table and the spindle will be converted according to the thickness. Since the receiving table is below the rear lifting, the rear paper separation and rear lifting avoid collision during the lifting of the receiving table.
Paper separation: After the paper receiving platform reaches the set specification, switch back to the front paper separation and front lifting paper receiving.
Paper output: At the same time of front separation and front lifting paper receiving, the receiving table will lower the processed strip paper to the conveyor belt.
3.Introduction to INVT Solution
The customer used the pulse servo solution in the original scheme, which has the problems of low efficiency, complex wiring and difficult upgrading.
The requirements are:
1) The EtherCAT bus solution is adopted to replace the original pulse solution.
2) Improve efficiency, and the expected goal is 120 meters per minute.
3) Adjust the process sequence through HMI.
4) The servo axis speed synchronizes the associated paper feed master speed.
Therefore, the folding line solution of AX71 motion controller,DA200 EtherCAT bus servo driver,GD350 VFD and VS070-HS HMI is launched by INVT. Through the multi axis composite synchronization function and electronic gear function, it can realize high-speed folding, paper separation and tail folding.
3.1 Solution feature:
1) Powerful composite synchronization control:
In the paper receiving process, the front lifting is synchronized with the encoder shaft;
In the tail folding process, the rear lifting is synchronized with the front lifting;
In the handover process, the front lifting and encoder shaft are synchronized to the receiver and encoder shaft.
2) The time sequence of the process can be modified by "the number of trigger pieces" to meet the actual site needs.
3) The speed of the process can be modified through the "Number of Process Pieces" to associate the master speed.
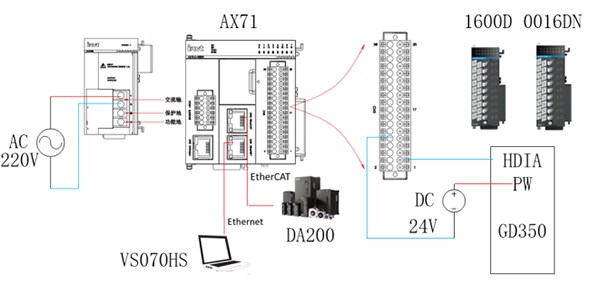
3.2 Solution system diagram
3.3 Solution configuration table
Name | Type | Qty. |
AX PLC CPU | AX71-C-1608N | 1 |
PLC DO Module | AX-EM-0016DN | 2 |
PLC DI module | AX-EM-1600D | 1 |
HMI | VS070HS | 1 |
Servo system | DA200 EtherCAT | 6 |
VFD | GD350 | 1 |
The paper feeding VFD completes the paper feeding and cutting, and connects the passive encoder servo through the coupling. The position speed of the passive encoder servo is equal to the position speed of the host frequency converter. The front separation servo and the front lifting servo complete the paper receiving and separation, the rear separation servo and the rear lifting servo complete the tail folding, and the receiver servo completes the handover, paper separation and paper output.
3.4 Solution advantage
1) Efficiency:
The highest processing efficiency is 120 meters per minute, or 14 bars per minute.
2) Product:
The EtherCAT bus type servo driver DA200 has simple wiring and beautiful electrical cabinet layout.The program uses "DA200" for identification, which is convenient for model change and does not need to modify the program frequently.The programming platform is Codesys, with rich programming languages, which is convenient to realize control requirements and upgrade.
3) Process:
The simplified process parameters are convenient for on-site commissioning.
Use passive encoder servo to improve stability and accuracy. The independent encoder has many disadvantages, such as complex wiring, poor anti-interference ability and being unable to directly participate in multi axis linkage.
4) Cost:
The front shelf, handpiece and rear shelf can be controlled separately through communication interaction or integrated control to effectively manage costs.
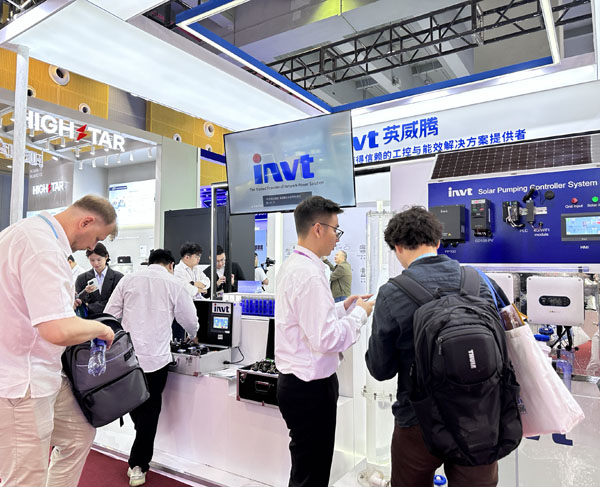
4.Field application video/picture


5.Conclusion
This scheme has multiple advantages such as high efficiency, process intelligence, convenient upgrading and transformation, and a perfect after-sales security system. INVT has rich experience in the package printing industry. In addition to the folding line scheme, it also has the whole line scheme, such as the paper cutter scheme, the single package machine scheme, the medium package machine scheme, and the rewinding sealing line scheme, to help partners develop together.

Our site uses cookies to provide you with a better onsite experience. By continuing to browse the site you are agreeing to our use of cookies in accordance with our Cookie Policy.

















 Share
Share
 Facebook
Facebook
 Twitter
Twitter
 Google+
Google+
 LinkedIn
LinkedIn
 Return list
Return list