Abstract:
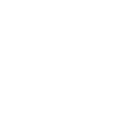
This paper mainly presents INVT AX series PLC and DA200 servo drives used to complete jute process. In this project all data feeding through TCP/IP Modbus based HMI and in some cases computer software, here complete communication-based system used and make system user friendly, EtherCAT servo and AC drives used to achieve final process job.
Keywords: AX PLC, DA200 servo, HMI, AC drives, Jute process, etc.
1. Introduction
The major section of this jute spinning frame process industries includes.
* Introduction about jute industry: Jute industries process almost like the Textile industries. India is the largest producer of jute in the world with an annual production of around 2.0 million metric tons. The major jute growing states in India are West Bengal, Bihar, Assam and Meghalaya. West Bengal alone contributes over 60% of the country's total jute output. Almost all the procedures in jute product making involves the raw fibres of jute. Hence, jute industry is basically called a raw-material oriented industry. Final products manufacturing after the process are jute garments, jute bags, jute yarns and raw jutes etc.
* Builder axis: In this section servo motor use to movement the builder section, here servo work for builder positions up-down movements. So, builder move with servo motor and speed synchronization as per main motor and parameter settings.
* Feed Roller: Feed roller play an important role in this jute spinning frame machine to design of products. This servo axis uses to define the type of final products, because products thickness and quality depends on feeding.

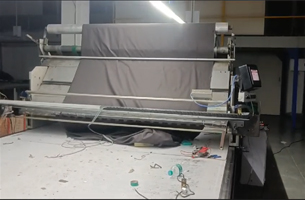
Figure – Jute spinning frame machine
* Drawing: In drawing mechanism open loop servo used and products design as presetting. Here AC drive GD350 use for movement of the motor and speed synchronization as per the requirements of the products.
* Main Cylinder: Here open loop servo system used and this section execute complete mechanism of the machines. As per application requirements here complete mechanism rotates as per some gearing system.
* Automation System: In old system normal induction motors used and products design depends on the mechanism. In old system every type of products need to re-adjust the mechanical system as well as in each cycles need some manual operation by operators. Here automation system applies to decrease to the manual efforts and increase the production efficiency.
* Process: The major objective of this machine is manufacturing good quality final jute products like bags, yarns etc. In this application complete mechanical system replace with advance automation system. Here total 4 axis servo system used in feeder, drawing, builder, and main cylinder. In this application jute threads feed to spinning frame machine through feeder section, drawing and finally builder wind in bobbin through up-down movements. Here main cylinder rotates the bobbin and other mechanism as per speed synchronizations. All data feeding and cycle interlock setting done through the HMI monitoring unit. Here HMI is use to display the complete machine process visualization for user friendly and operator better understanding. All data feeding, faults, load ratio and many more parameters store in the memory and some data graphical representation in HMI screen. Here overall automation system applied to increase the production with quality products and decrease the mechanical efforts.
Figure – Jute Spinning frame flowchart and communication setup
2. Project information and Solution
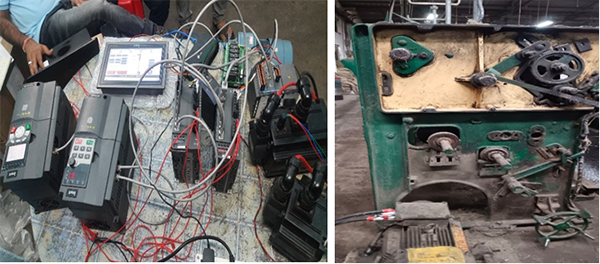
Figure – Jute Spinning Trial setup and mechanism
2.1 Project information
* In this application different types of jute process completed as per settings
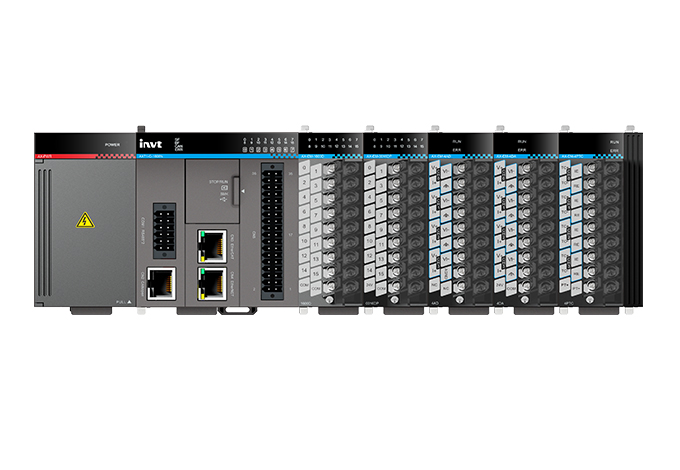
* AX 71C-1608N PLC, DA200 servo and AC drives used for process
* Total 4 axis installed and working with EtherCAT communication mode
* Panel design according to application requirements
* HMI available for data feeding and products design selections as per settings
* In PLC different type of cycle selection and execution function provide
* Data feeding through SCADA also provide additional provision as per future
* All servo faults, cylinder, drawing movements and other peripheral devices interlocked for safety purpose.
2. INVT solution
Product | Specification/Model | Quantity |
PLC | AX71C-1608N | 1 |
Power module | AX-EM-PWR | 1 |
AC Drive | GD350A-7R5G-4 | 1 |
AC Drive | GD350-7R5G-4 | 1 |
HMI | VS-102HCS | 1 |
Servo drive | SV-DA200-2R0-4-NO | 1 |
Servo drive | SV-DA200-1R0-4-N0 | 1 |
Servo motor | SV-MM13-2R0E-4-9A2-1000 | 1 |
Servo motor | SV-MM13-1R0E-4-9A0-1000 | 1 |
3. System commissioning
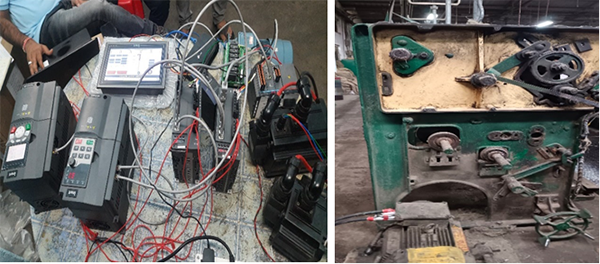
Figure – Bobbin setup and mechanism

Figure – Panel and hardware installation details
4. Advantages and benefits
* Old system is mechanical system and system need extra mechanical effort, In new system EtherCAT system mechanism decrease and accuracy increase.
* This solution is cost effective and easily we can implement where cost issue compares to other automation system.
* Accuracy too much high and speed also maintain as per standard requirements.
* Complete system working smooth and auto synchronization system more beneficial because system auto working and increase accuracy of the system as well as increase production with quality.
* In new system provided all data recording as per shift for analysis report and fault history for diagnosis as well as troubleshooting of the faulty operations.
5. Conclusion
As per study and application execution, these industries multiple axis type of machines for different types of job. We achieved result through implementation of simple cost-effective model of motion controller AX71 series PLC. This application very useful in many industrial products manufacturing and designing of final products.
6. Future Scope
In this application we execute our system with 4 axis system. These types of application are popular and we provide best solution with minimum price. This type of system we can implement in many industries.

Our site uses cookies to provide you with a better onsite experience. By continuing to browse the site you are agreeing to our use of cookies in accordance with our Cookie Policy.

















 Share
Share
 Facebook
Facebook
 Twitter
Twitter
 Google+
Google+
 LinkedIn
LinkedIn
 Return list
Return list