1. Background
This is the first high-power energy-feedback hydraulic motor loading test system developed by a well-known domestic manufacturer of hydraulic components and systems. It is used for the development, testing, and technical application of hydraulic systems within the company. During operation, the drive motor rotates the hydraulic pump through a coupling. The motor under test is driven by the hydraulic pump and is connected to the load motor via a coupling. The load motor provides the required load torque to the motor under test, thus enabling the motor loading test.
Compared to traditional motor loading test systems, the energy-feedback loading system is an optimal solution for hydraulic motor loading tests. This system features fast response speed and high energy efficiency. During testing, the majority of the mechanical energy consumed by the load can be fed back into the power grid through the VFD, thus achieving energy-saving testing. The active rectification feedback unit that operates in four quadrants not only eliminates higher-order harmonics and improves the power factor but is also unaffected by grid fluctuations. This makes it especially suitable for integrated test benches for hydraulic pump and motor testing.
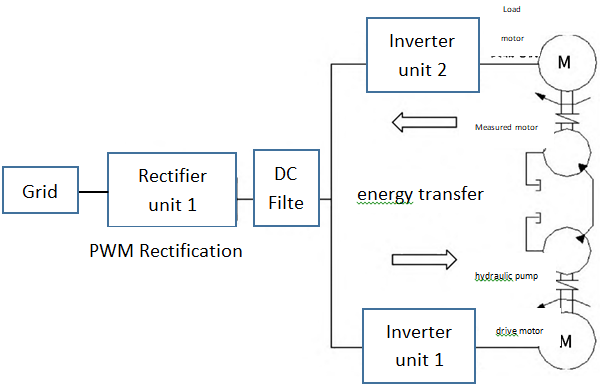
Schematic diagram of energy-feedback loading system
2. Client needs
The AC induction motor, as it can operate both in motoring mode and generating mode, requires the VFD to set the induction motor in different operating conditions to achieve four-quadrant operation for both motoring and energy feedback. At the same time, it must meet the following requirements:
* Closed-loop vector control: Supports speed and torque control, and meets the motor's heavy overload test conditions.
* High speed stability accuracy: Supports long-duration fatigue testing of the motor under test.
* Fast torque response: Supports frequent forward and reverse impact testing of the hydraulic motor within rated speed and torque.
* Low harmonics: Does not interfere with surrounding low-voltage equipment and instruments.
* Bus control: Supports Modbus and Profinet communication control requirements.
3. Solution
According to the test bench control requirements, INVT provides a complete solution for the four-quadrant frequency conversion cabinet, using the GD880 series engineering drive products. The solution integrates an incoming cabinet, active rectifier cabinet, inverter cabinet, and control cabinet. The products are modularly designed based on the DFX (Design for Excellence) concept, employing advanced control algorithms, and offer excellent speed and torque control performance. The topology and cabinet layout are as follows:
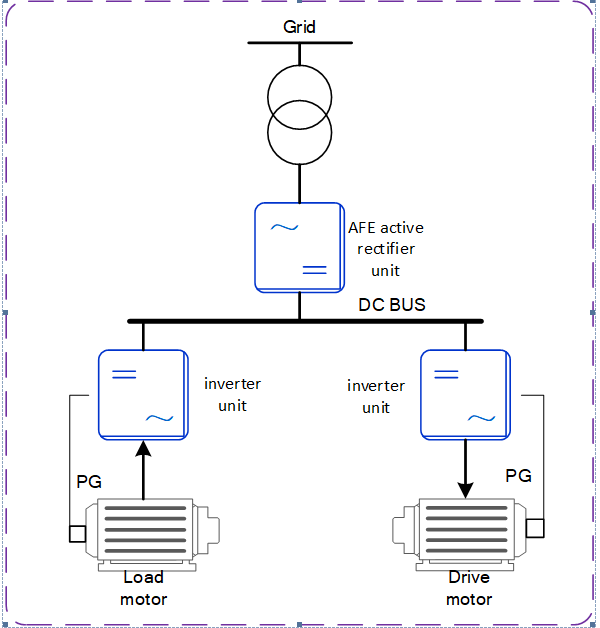
System Topology
Cabinet Layout
Incoming Cabinet: Includes incoming protection circuit breaker, power-up buffering components, and power supply module.
Rectifier Cabinet: Includes active rectifier unit, LCL filter unit, fast fuse, and DC busbar.
Inverter Cabinet: Includes inverter unit, output reactor, fast fuse, and common-mode filter.
Control Cabinet: Includes active rectifier control box, inverter control box, operation panel, and auxiliary control circuits, etc.
4. Solution value
The GD880 four-quadrant frequency conversion cabinet uses a single rectification and dual-inversion scheme. The rectification section employs ultra-low harmonic active rectification technology. The unit control box adopts the latest DSP+FPGA+ARM three-chip architecture. Signals from I/O, bus, encoder, and other components, as well as motor algorithms, are uniformly processed by the DSP for efficient response. Ethernet monitoring, real-time clock, and SD card storage are handled by the ARM for real-time operations. DSP, FPGA, and ARM communicate in real-time via a high-speed bus to achieve high-speed, high-precision loop control calculations and wave generation control, ensuring excellent dynamic response and control performance of the drive system. At the same time, the GD880 four-quadrant VFD also has the following features:
1. Active rectifier four-quadrant operation: using DC bus voltage loop, coordinate transformation and VD vector transformation technology, according to the grid voltage, bus voltage and input current to automatically control the IGBT drive, effectively ensure the quality of power back; and inverter input current is small, high power factor (≥ 0.99 @ full load), power density, harmonic content of small (THDI < 5% (@ rated power)) THDU < 5%), greatly reducing the pollution of the power grid;
2. Excellent Overload Capacity: Based on the continuous operating current IHd, the system allows for 150% continuous overload for 60 seconds or 180% continuous overload for 10 seconds during the load cycle. This meets the testing conditions for hydraulic motor heavy-load operations.
3. High Dynamic Response and Speed Control Accuracy: Torque Response: < 5 ms,Speed Control Accuracy: ± 0.01% , these characteristics fully meet the requirements for hydraulic motor testing, including the 30 cycles per minute high-speed forward and reverse impact test, as well as long-duration fatigue testing.
4. Multiple Bus Redundant Control: The system supports mainstream communication protocols (Modbus, Profibus-DP, Profinet, CANopen, etc.) and dual-channel bus control. It also supports internal switching to address communication redundancy and backup issues in process control, ensuring smooth and reliable communication.
5. Professional cabinet design: the whole set of VFD cabinets from design to production under a comprehensive quality control system, the main circuit power cabinets are verified through standardized testing; cabinet thermal simulation, mechanical simulation and other specialized design means to effectively protect the durability and reliability of the product.


5. Summary
Due to the wide range of the external characteristic curve of the asynchronous motor, it can almost meet the testing of all parameters within its coverage range. When the speed is above 200 r/min, the power recovery efficiency can range from 50% to 70%. However, the initial investment is relatively high, making it particularly suitable for testing conditions that require long continuous operation, high reliability, and high speed and power.
The INVT GD880 series four-quadrant VFD is applied in this test platform, providing strong support for the improvement of hydraulic motor performance and quality, optimization and adjustment of hydraulic systems, and the development of new technologies.

Our site uses cookies to provide you with a better onsite experience. By continuing to browse the site you are agreeing to our use of cookies in accordance with our Cookie Policy.


















 Share
Share
 Facebook
Facebook
 Twitter
Twitter
 Google+
Google+
 LinkedIn
LinkedIn
 Return list
Return list