1. Project background
The dissolution process is one of the most important processes in the Bayer process of producing alumina. The dissolution process is to fully dissolve the alumina hydrate in the bauxite into the sodium aluminate solution, and the impurities enter the red mud.
As the most important core equipment in the dissolution system, the diaphragm pump system is mainly responsible for the dissolution feeding and red mud discharge in the alumina dissolution system.
Large diaphragm pumps are generally composed of motors, reducers, crankshaft connecting rod mechanisms, hydraulic control systems, diaphragm chambers, diaphragms, inlet valves, discharge valves, pressure regulating tanks, monitoring and control systems, VFD, etc.

2. Customer requirements
Since the slurry transported by large diaphragm pumps has the characteristics of high abrasiveness, high viscosity, high solid concentration, etc., the stability of the diaphragm pump system operation is very important. On the one hand, the proportion of the transport flow of each material in the dissolution process affects the dissolution rate, an important technical and economic indicator. On the other hand, once the diaphragm pump system fails, it will cause the entire dissolution system to stagnate, affecting the mining operation rate of the alumina plant.
Because of this, the diaphragm pump system has extremely high requirements for transmission, including:
* Load capacity: A high overload capacity is required to ensure the transportation of high-viscosity and high-solid concentration slurry;
* Precise control: Accurately adjust parameters such as flow rate and pressure to meet production process requirements;
* Smooth start: Reduce the impact and noise during startup and extend the life of the equipment.
* High reliability: The key process of the dissolution system requires the equipment to operate stably without any unauthorized stoppage or jam.
3. INVT solution
According to the control requirements of diaphragm pumps, INVT provides an overall system solution, using the GD880 series engineering transmission original cabinet, integrated control cabinet, and transmission cabinet. Among them, the cabinet adopts a modular design concept, with the characteristics of flexible cabinet assembly, flexible configuration, high integration, and convenient maintenance.
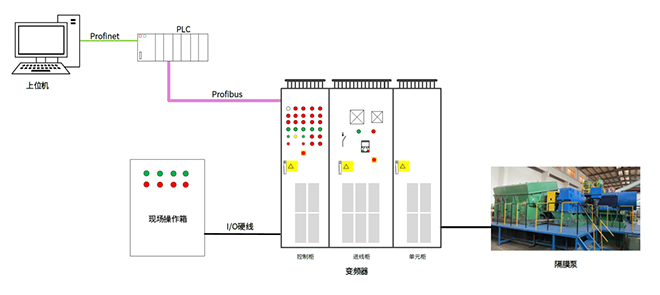
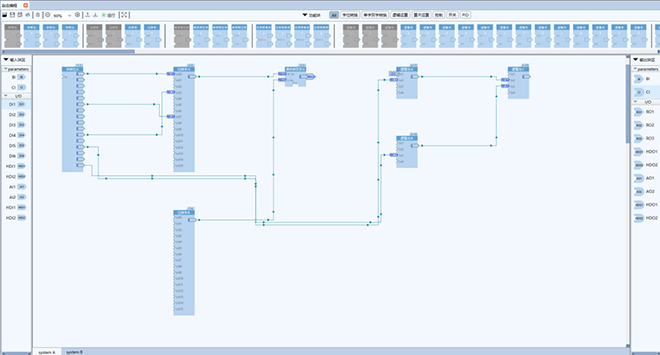
System topology
Control cabinet: The design covers the monitoring and control of the inlet and outlet valves, hydraulic circuit oil pump control, winding and bearing temperature monitoring, etc. It realizes comprehensive monitoring and control of the diaphragm pump system.
Transmission cabinet: Designed to integrate main circuit breaker, incoming and outgoing line reactors, frequency conversion unit, main control ICU and auxiliary control circuit.
4. Solution value
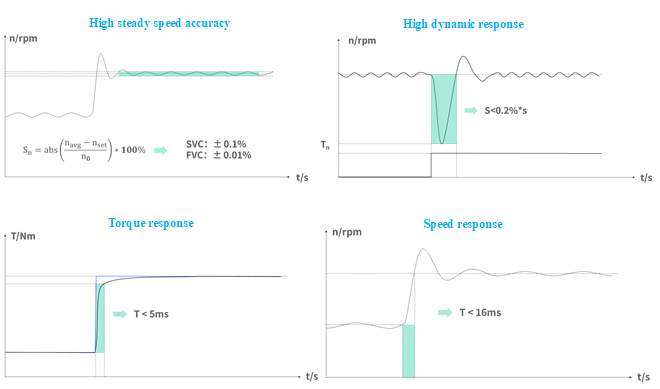
In this solution, the GD880 control platform adopts a DSP+FPGA+ARM three-chip control architecture, exchanges data in real time via a high-speed bus, realizes high-speed and high-precision loop control calculations and wave control, and ensures excellent dynamic response and control performance of the drive system.
* High precision and high response performance: steady speed accuracy: ±0.01%, torque accuracy: ± 3%, torque response: <5ms, speed step: <15ms, dynamic speed drop: 0.25%s; Excellent control performance effectively guarantees the process indicators of the diaphragm pump system;
* Parameter interconnection and free programming: The device functions can be graphically configured and expanded with the help of freely usable control blocks, algorithm blocks and logic blocks to meet the linkage control of diaphragm pump hydraulics, valve bodies, etc. Effectively simplify the complexity of customer control systems, reduce failure points and improve production efficiency.
* Rapid fault diagnosis: The built-in real-time clock ensures that the fault data timestamp is accurate and convenient for problem location. The fault black box supports 512 data storage within the specified time of 10 channels, and can realize 100 sets of fault waveform storage (loop coverage) without secondary reproduction.
* High reliability: Reliable hardware selection ensures product quality from the design source, and the circuit board has a thickened three-proof coating for comprehensive protection and strong resistance to environmental corrosion. It meets the harsh environment requirements during the alumina production process and ensures safe production.
5. Summary
By applying INVT's GD880 series engineering VFD solution, the start-up characteristics and low-speed control characteristics of the diaphragm pump drive system are improved, fully meeting the start-up requirements of the diaphragm pump. The unique liberalized function flow chart of the Goodrive880 series engineering VFD can optimize parameters for various special loads, greatly improving the convenience of debugging.
In addition to diaphragm pumps, INVT also has SO2 flue gas environmental protection and energy-saving solutions in the flue gas acid production process of copper smelting process in the non-ferrous industry, helping customers achieve green and safe development, and providing strong technical support for energy conservation, emission reduction and low-carbon indicators.

On-site cabinet figure

Our site uses cookies to provide you with a better onsite experience. By continuing to browse the site you are agreeing to our use of cookies in accordance with our Cookie Policy.


















 Share
Share
 Facebook
Facebook
 Twitter
Twitter
 Google+
Google+
 LinkedIn
LinkedIn
 Return list
Return list