Abstract: Cold pilger is a longitudinal cold-rolling process that reduces the diameter and wall thickness of metal tubes in one process step. Depending on the material, the cold pilger process achieves cross-sectional reductions of more than 90 percent in a single working cycle.
Keywords: TS611, DA200, Motion controller, Position control, GD350-19, Metal Industry, INVT, Servo
I. Introduction
MACHINE PROCEDURE:-
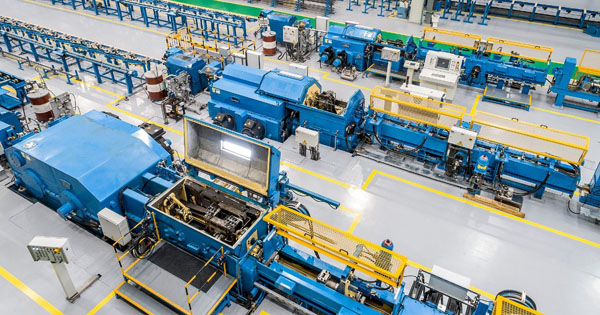
Fully Automatic High Speed Cold Pilger Mill is composed of feed device, mandrel device Alternating Core Rod Chuck Device, feed body between chucks, alternating feed body, base case, drive device , automatic discharge mechanism, fully automatic motion controller controlling system and so on. For fully automatic feeding system, alternating chuck can make the feeding into the chuck of feed body automatically and then seize the mother tubes for alternating use. And then, it feeds the mother tubes into roller device of base case for non-stop rolling. After detecting the finished tubes, the tubes will be pulled out by Quick Pull-out Mechanism and fall into the auto tube rack、and then the machine will form fully automatic recycling rolling tubes.
Controlling System is composed of main controlling cabinet, operation panel, external execution, and sensing devices. We have used GD350-19 in main drive and feed & rotation devices adopt Closed Control Permanent Magnet Servo Motors for driving . The operation panel has switches, ampere-voltage meter and touch screen and operator can adjust various data and display alarm information through the touch screen. This controlling system has powerful fault diagnosis function and the operator can set numbers of fault diagnosis and alarm. Common failure can be judged accurately, such as stall, over-current, supply phase failure etc. Unit sequence and process interlock control will be responsible for the process automation operation of the unit, including start & stop control of multiple systems, feed & rotation.
2. Project Information and Solution
2.1 Project information
Site information: Steel/Metal


2.2 INVT Solution
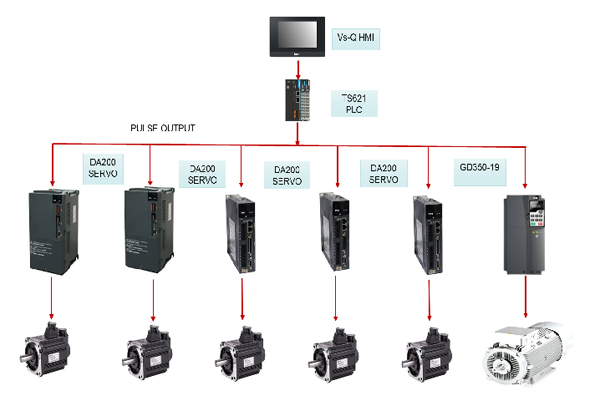
Product | Model no. | Qty | Application |
HMI | VS070QE | 1 | Operator Display |
PLC | TS621 | 1 | Controller |
PLC | FL1002 | 1 | Input Expansion |
PLC | FL2002 | 2 | Output Expansion |
VFD | GD350-19-110G-4-B | 1 | Pilger Mill |
SERVO | SV-DA200-5R5-4-S0/ SV-MM18-5R5B-4-1A0-1000 | 3 | Straightening/Feeder |
SERVO | SV-DA200-7R5-4-S0/ SV-MM18-7R5B-4-1A0-1000 | 1 | Straightening |
SERVO | SV-DA200-011-4-S0/ SV-MH20-011B-4-1A0-1000 | 1 | Straightening |
3. System Commissioning


Control panels
4. Advantages and Benefits
a. TS621 high performance PLC is used to synchronize the feeding servo and straightening rotary axis which leads to increase the productivity.
b. Two Feeding servo used so that if one servo reach to end limit other can feed it leads to uninterrupted feeding of pipe.
c. GD350-19 used to rotate the main cold pilger application which is efficiently gives torque maintain the RPM during process.
d. Low maintenance and Auto synchronization due to servo system
e. Fully automatic so it can save the labor charges for feeding and increase the speed upto 20%
6. Conclusion
INVT solution delivered significant performance improvements in terms of speed, quality, and efficiency of the customer’s cold rolling pipe mill operations. Machine speed and efficiency was radically increased, errors of feeding and rotation were reduced, and the mechanism ran considerably more smoothly.

Our site uses cookies to provide you with a better onsite experience. By continuing to browse the site you are agreeing to our use of cookies in accordance with our Cookie Policy.

















 Share
Share
 Facebook
Facebook
 Twitter
Twitter
 Google+
Google+
 LinkedIn
LinkedIn
 Return list
Return list